Image correlation in an electron beam vacuum chamber
 The Institute of Welding and Joining Technology (ISF) at RWTH Aachen University is investigating the influence of various alloying elements on residual stress distribution in a sub-project of Collaborative Research Center 1120, Precision from Melt. In order to investigate the strain of components, surface strain is observed through in-situ image correlation.
The Institute of Welding and Joining Technology (ISF) at RWTH Aachen University is investigating the influence of various alloying elements on residual stress distribution in a sub-project of Collaborative Research Center 1120, Precision from Melt. In order to investigate the strain of components, surface strain is observed through in-situ image correlation.
In this project, targeted compressive stresses are generated through metallurgical manipulation using the so-called Low-Transformation-Temperature (LTT) effect. This is achieved through local volume expansion initiated by delayed martensitic phase transformation at reduced temperatures. The focus is on residual stress compensation through process control of the phase transformation for targeted thermal expansion control in the beam welding process. To observe the resulting component expansion, surface strain is monitored using the in-situ image correlation measurement method.
Problems with image acquisition
To perform image correlation, two cameras must be able to observe the process. However, there are challenges in using optical measurement methods in an electron beam chamber. Four aspects must be considered to enable image acquisition: a) cooling of the cameras, b) contamination by process gases, c) X-ray radiation, and d) self-illumination of the beam welding process. Since the welding process under investigation occurs in a vacuum chamber, cooling of the cameras is difficult. Convective cooling by compressed air is not possible due to the vacuum. Additionally, the camera lenses/filters can become contaminated by the process gases. Moreover, electron bombardment on the sample surface generates X-ray radiation, which can cause defects in the measurement system during longer welding processes. Finally, there is a strong self-illumination (process lighting) during welding, which prevents imaging of the weld zone.
To enable camera recording and cooling simultaneously, an atmospheric chamber was constructed and integrated into the vacuum chamber. The atmospheric chamber is flushed with compressed air to cool the measurement technology. The process is observed through a glass window on the chamber wall. The challenge was to ensure the tightness of the atmospheric chamber, so that it can withstand the negative pressure of the vacuum chamber. To protect against contamination of optically critical elements, the Optishield developed at ISF is used. The supply of a small amount of shielding gas ensures a flawless video recording of the welding process, as the volume expansion of the shielding gas creates a protective shield in front of the glass window. This keeps contaminants away from the welding process, and the amount of gas used is so small that the vacuum in the EB chamber is not compromised. The chamber interior wall was lined with lead to at least protect the cameras main body from X-ray radiation.
Eliminating self-illumination
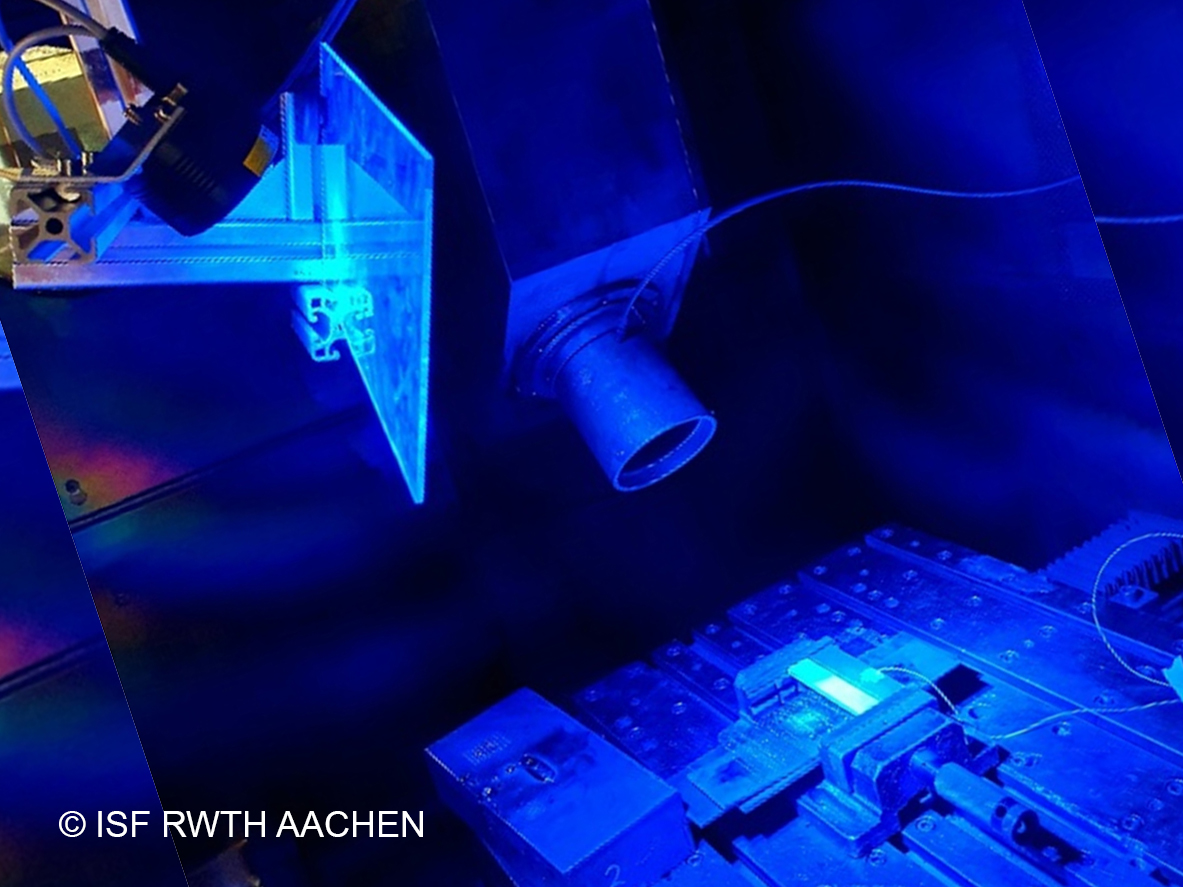
To eliminate the self-illumination of the welding process, a combination of strong illumination and bandpass filters was used. Initially, spectroscopic measurements of the welding process were performed to measure the light intensity (counts) as a function of wavelength. It was found that the lowest light intensity occurs in a wavelength range between 200 and 500 nm. Therefore, an illumination with an appropriate bandpass filter had to be chosen to prevent the bright glow of the welding process from interfering. In addition, the illumination had to have high luminosity and the illuminated spot had to be large enough to uniformly illuminate most of the 100x50 mm sample.
Due to the operation in a vacuum chamber, it was also important that the illumination did not overheat. All of these criteria were met by the blue LED lights from Falcon Illumination. 470 nm spotlights from the FHSP series were selected to ensure a large and uniform illuminated spot. Corresponding bandpass filters were attached to the camera lenses to filter out all wavelengths except for 470 nm.