Basic knowledge illumination angle
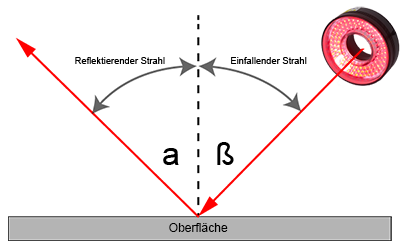
Law of Reflection
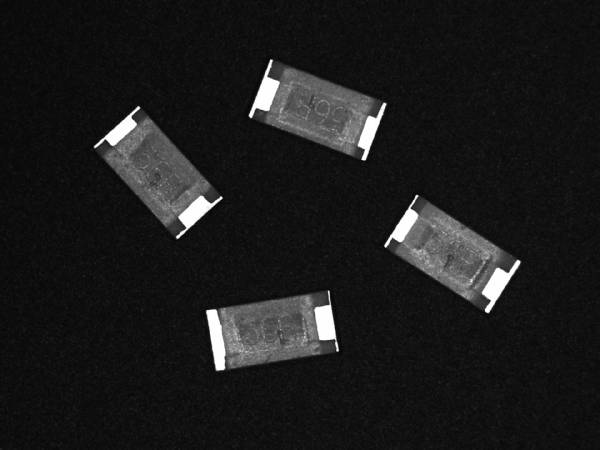
The main task of lighting is to create the best possible contrast difference between the defect feature and the component. The lighting angle and form have a decisive influence on how the inspection and defect features become visible in the image.
The fundamental rule in the arrangement of lighting is the law of reflection:
Angle of incidence = Angle of reflection
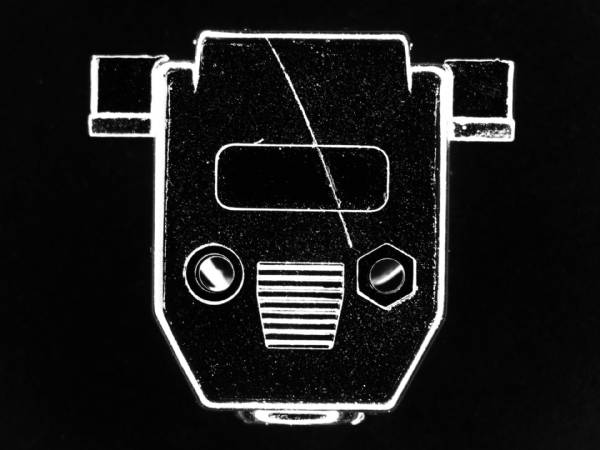
Depending on the surface structure, material composition, and shape, the light can be directed from above, angled from one side or both sides, horizontally directed, or directed from underneath onto the test object. The light is reflected, scattered, absorbed, transmitted, or a shadow is cast on the test object and its defect features. In addition to the lighting angle, it is important whether the light strikes the test object directly or diffusely. The same object leads to a completely different result in the camera image depending on the positioning of the light.
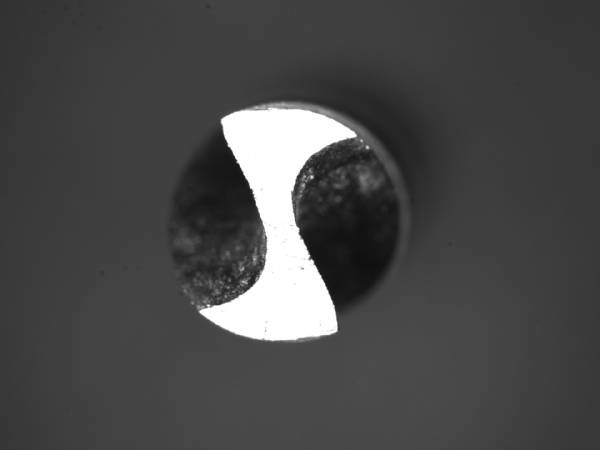
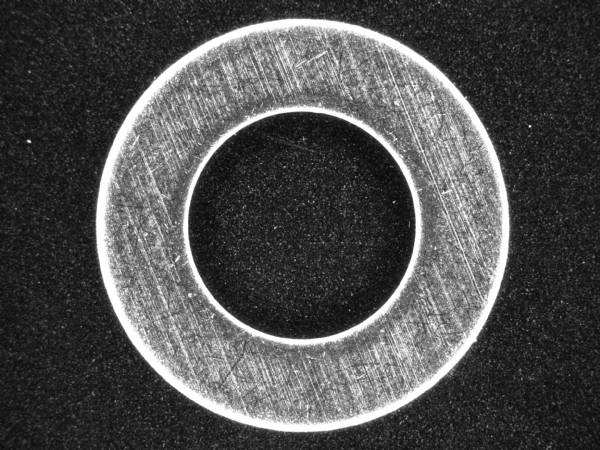
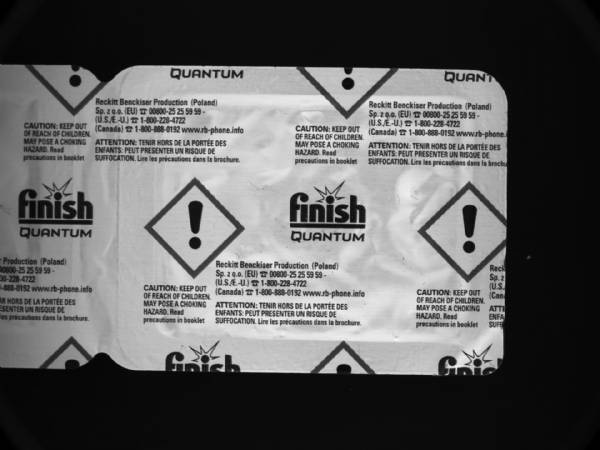
 Incident light, direct
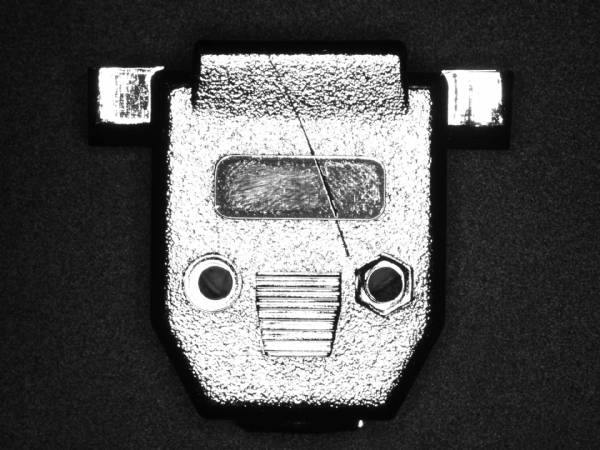
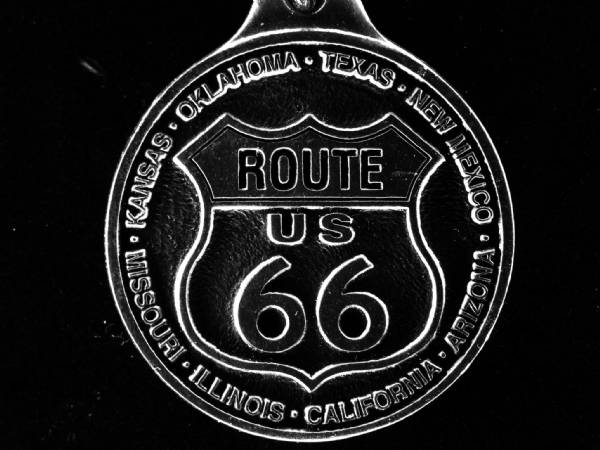
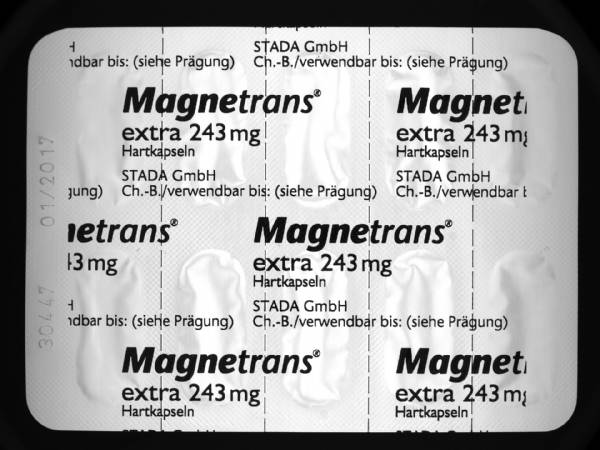
Incident light, direct Incident light, angled
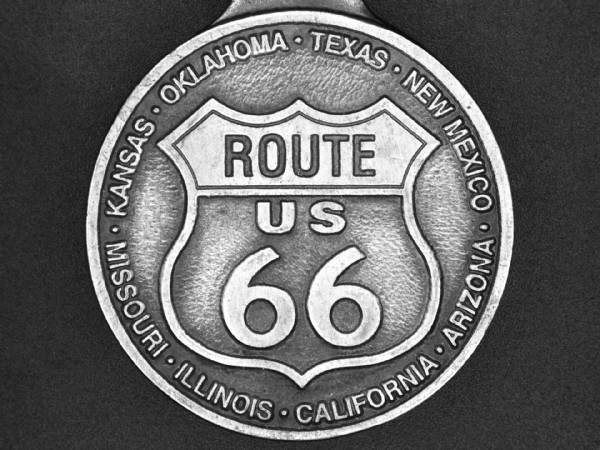
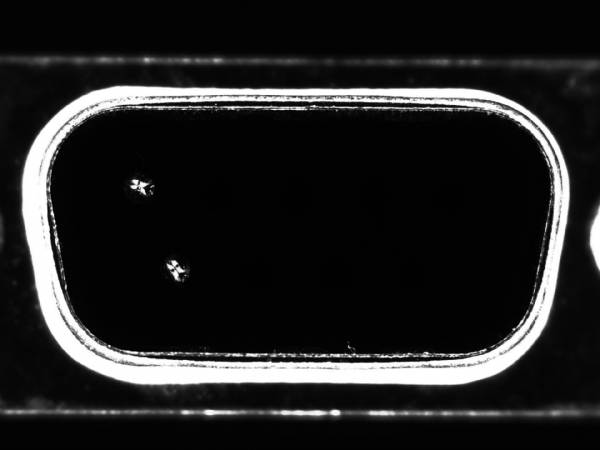
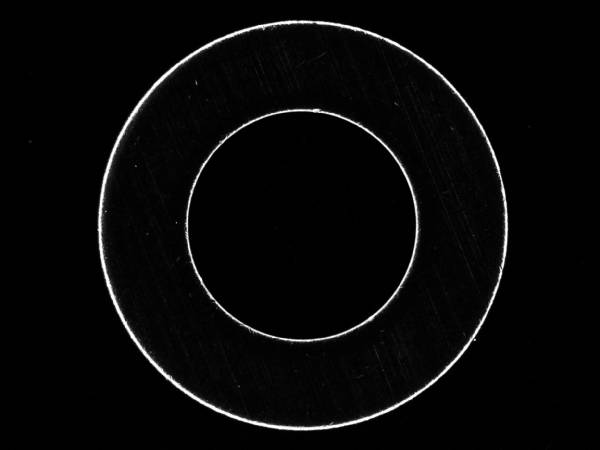
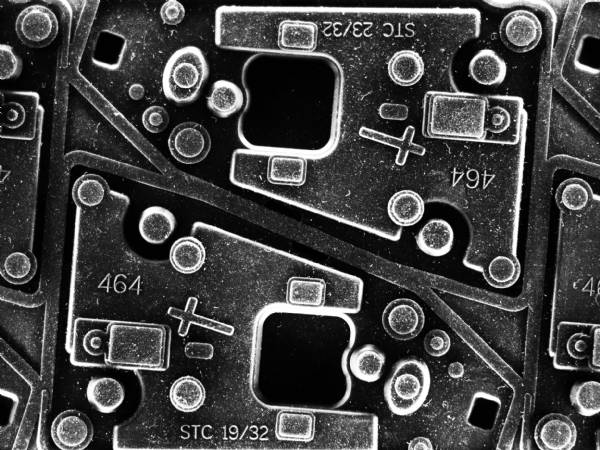
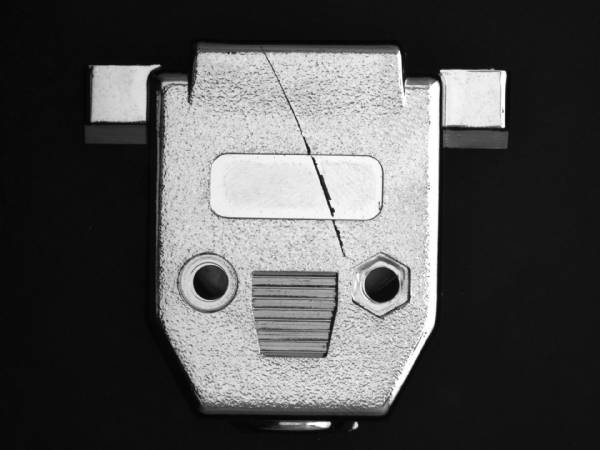
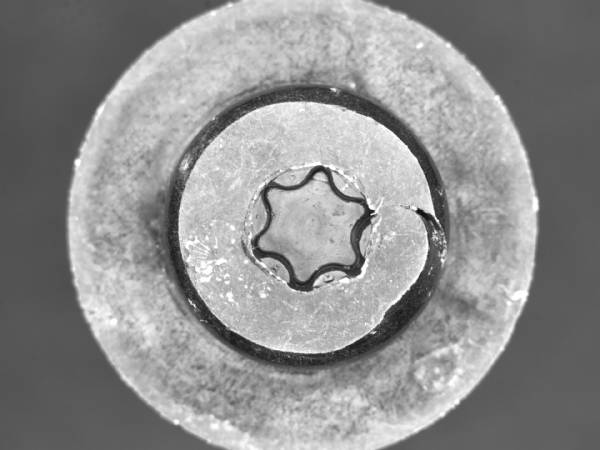
Incident light, angled Dark field, tilted
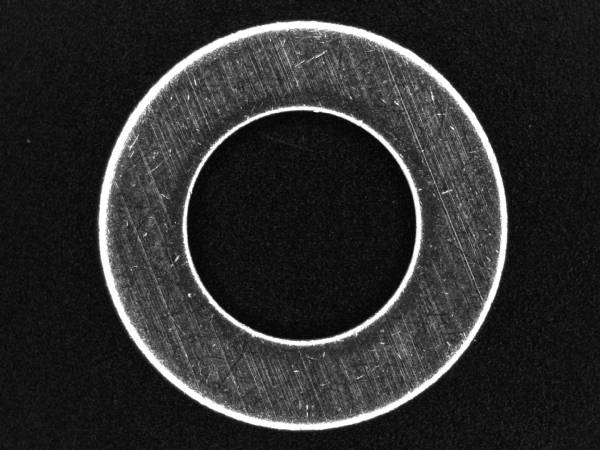
Dark field, tilted Dark field, horizontal
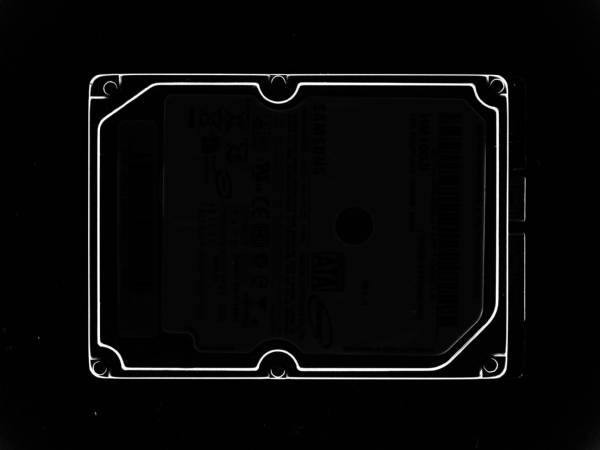
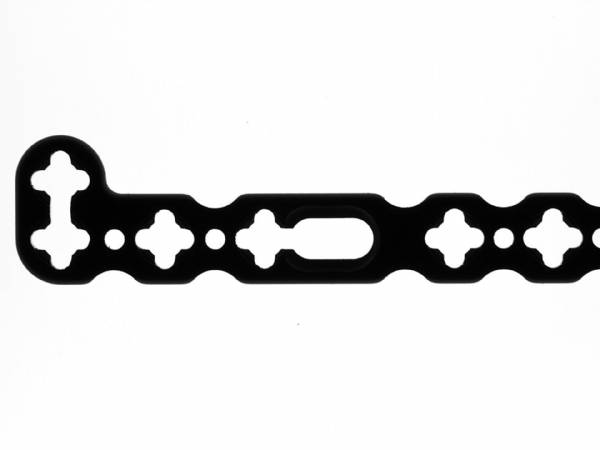
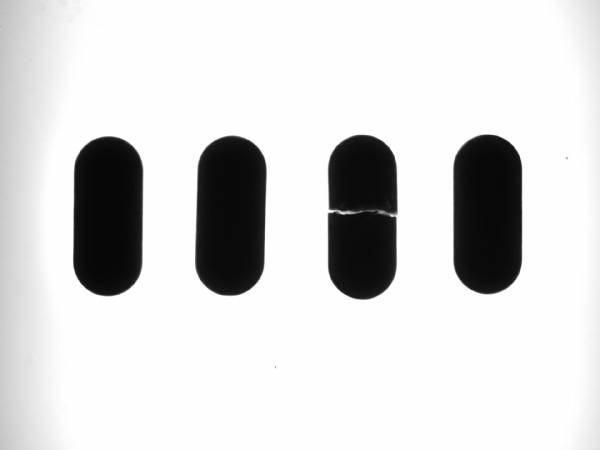
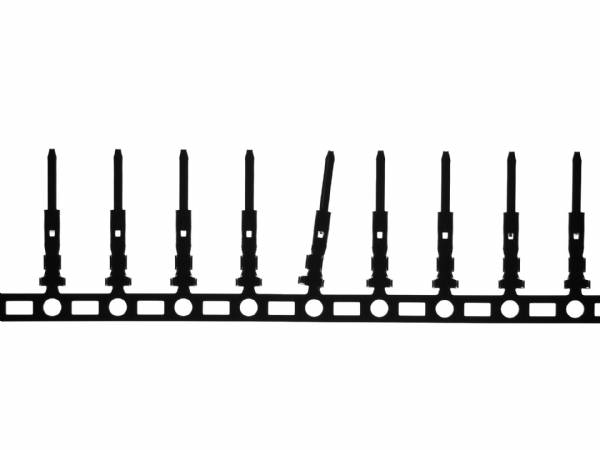
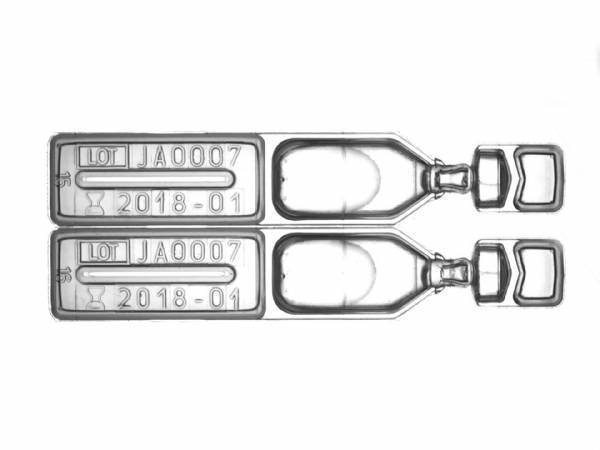
Dark field, horizontal Back lilght
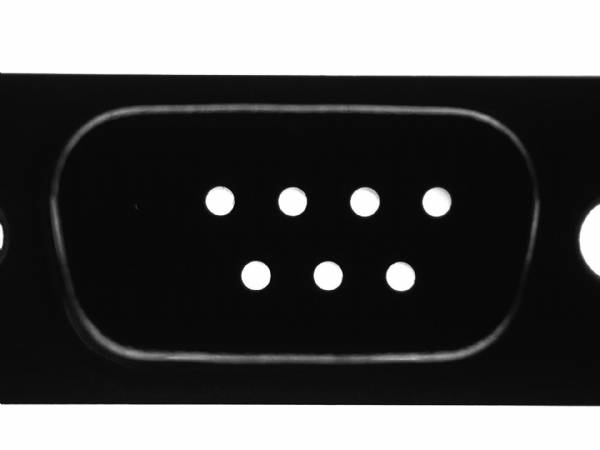
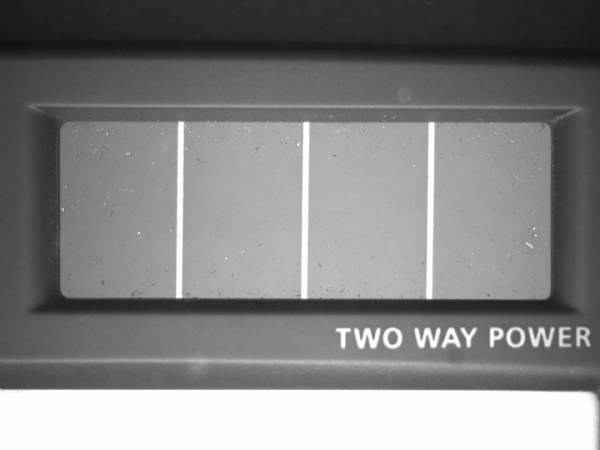
Back lilght Coaxial
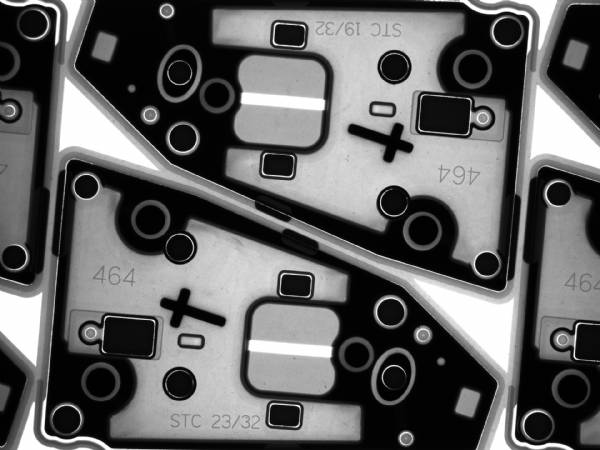
Coaxial Dome
Dome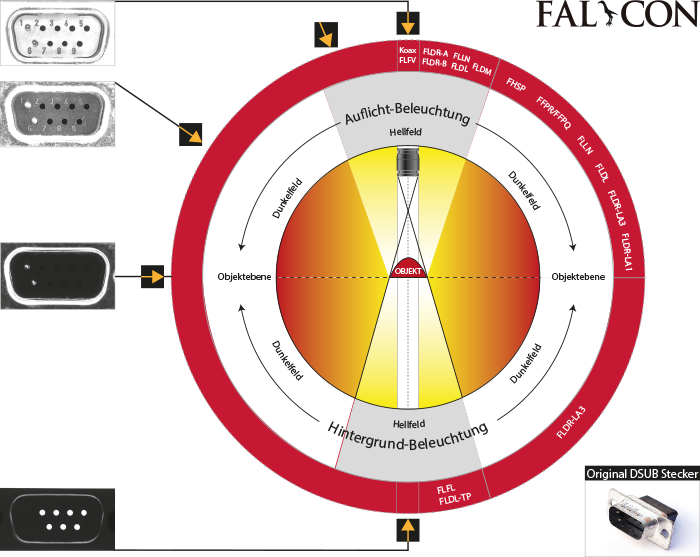






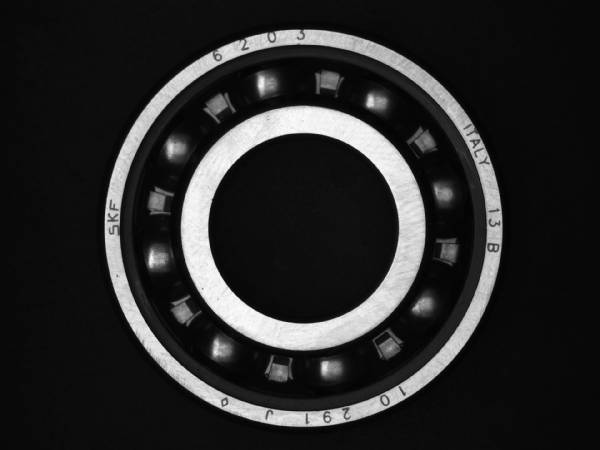
 Ring light
Ring light Oblong
Oblong Rectangle
Rectangle Special shape
Special shape